Core Requirements for Industrial Motherboards
For industrial motherboards, stability, industrial environment adaptability, and long-term availability take precedence, while performance is not a top priority. Customer focus centers on three key pillars: 7×24 reliable operation in industrial settings, compatibility with industrial equipment, and long-term supply continuity. Below is a priority-ranked list of critical parameters for general industrial scenarios, including core focuses, underlying customer concerns, and priority adjustments for specific use cases (e.g., industrial PCs, embedded devices, industrial servers, in-vehicle industrial control).
Industrial motherboards differ fundamentally from consumer-grade counterparts in core requirements. Stability, industrial environment adaptability, and long-term availability take precedence, while performance is not a top priority. Customer focus centers on three key pillars: 7×24 reliable operation in industrial settings, compatibility with industrial equipment, and long-term supply continuity. Below is a priority-ranked list of critical parameters for general industrial scenarios, including core focuses, underlying customer concerns, and priority adjustments for specific use cases (e.g., industrial PCs, embedded devices, industrial servers, in-vehicle industrial control).
Core Parameters for Industrial Motherboards (Ranked by Priority)
This is a core performance indicator of industrial motherboards, directly determining whether they can function normally on-site. The harsher the environment, the higher the weight of this parameter.
- Core Focuses: Wide temperature operating range (mainstream industrial grade: -20℃~70℃; automotive/outdoor grade: -55℃~125℃ for in-vehicle use); vibration/shock resistance (compliant with GB/T 2423 and IEC 60068 standards to withstand vibrations from production lines, vehicles, and cabinets); dust/moisture resistance (IP30 or higher, suitable for dusty/humid environments like factory lines and outdoor cabinets); electromagnetic compatibility (EMC) (resistant to interference from inverters and motors on-site, meeting EMC Class B).
- Customer Concerns: Industrial sites lack temperature and humidity-controlled rooms, often operating in harsh environments such as production lines, outdoors, vehicles, metallurgy, and chemical plants. Poor environmental adaptability leads to equipment downtime, component damage, and massive losses from production line halts.


1st Priority: Environmental Adaptability (Survival Foundation for Industrial Scenarios)
This is the primary differentiator between industrial and consumer-grade motherboards, directly determining whether the motherboard can function normally on-site. The harsher the environment, the higher the weight of this parameter.
- Core Focuses: Wide temperature operating range (mainstream industrial grade: -20℃~70℃; automotive/outdoor grade: -55℃~125℃ for in-vehicle use; commercial-grade 0℃~40℃ is completely inadequate); vibration/shock resistance (compliant with GB/T 2423 and IEC 60068 standards to withstand vibrations from production lines, vehicles, and cabinets); dust/moisture resistance (IP30 or higher, suitable for dusty/humid environments like factory lines and outdoor cabinets); electromagnetic compatibility (EMC) (resistant to interference from inverters and motors on-site, meeting EMC Class B).
- Customer Concerns: Industrial sites lack temperature and humidity-controlled rooms, often operating in harsh environments such as production lines, outdoors, vehicles, metallurgy, and chemical plants. Poor environmental adaptability leads to equipment downtime, component damage, and massive losses from production line halts.
After meeting environmental requirements, continuous fault-free operation is critical for industrial equipment. Industrial motherboards are mostly paired with industrial PCs/PLCs for production control and data collection, requiring year-round uninterrupted operation.
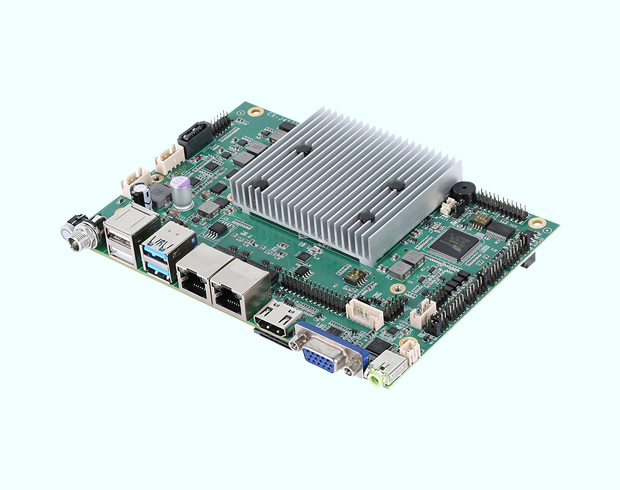
- Core Focuses: MTBF (Mean Time Between Failures) (mainstream requirement: ≥100,000 hours; high-end industrial grade: ≥200,000 hours); fanless design/cooling solutions (fanless passive cooling is mainstream to avoid cooling failures caused by dust accumulation in fans); power supply adaptability (wide-voltage DC input, mainly 9-36V/12-48V, to cope with unstable on-site power supply; overvoltage/overcurrent/reverse connection protection to prevent board damage from abnormal power supply).
- Customer Concerns: Once put into use, industrial equipment requires 7×24 operation. Fault repairs incur not only hardware costs but also significant time costs from production/business downtime. MTBF is a core indicator for quantifying stability, while fanless design and wide-voltage power supplies eliminate key “human-induced failure points.”
2nd Priority: Long-Term Stable Operation Capability (Core of 7×24 Fault-Free Operation)
After meeting environmental requirements, continuous fault-free operation is critical for industrial equipment. Industrial motherboards are mostly paired with industrial PCs/PLCs for production control and data collection, requiring year-round uninterrupted operation.
- Core Focuses: MTBF (Mean Time Between Failures) (mainstream requirement: ≥100,000 hours; high-end industrial grade: ≥200,000 hours; consumer-grade: only tens of thousands of hours); fanless design/cooling solutions (fanless passive cooling is mainstream to avoid cooling failures caused by dust accumulation in fans); power supply adaptability (wide-voltage DC input, mainly 9-36V/12-48V, to cope with unstable on-site power supply; overvoltage/overcurrent/reverse connection protection to prevent board damage from abnormal power supply).
- Customer Concerns: Once put into use, industrial equipment requires 7×24 operation. Fault repairs incur not only hardware costs but also significant time costs from production/business downtime. MTBF is a core indicator for quantifying stability, while fanless design and wide-voltage power supplies eliminate key “human-induced failure points.”
The core function of industrial motherboards is to connect various industrial peripherals/equipment. Interface type, quantity, and industrial characteristics are direct criteria for customer selection—unsuitable interfaces render the motherboard unusable on-site.
- Core Focuses: ① Industrial interface types/quantities (RS232/485/422 serial ports (essential for connecting sensors/inverters/barcode scanners), Gigabit/10G Ethernet ports (with POE/port isolation for industrial cameras/switches), GPIO (general input/output for indicators/relays), CAN/LIN bus (essential for in-vehicle/industrial control), ISA/PCI/PCIe slots (for industrial acquisition cards/motion control cards)); ② Interface isolation protection (optical isolation/surge protection to prevent interface damage from on-site signal interference/surges, e.g., RS485/CAN isolation, Ethernet lightning protection).
- Customer Concerns: Industrial sites require connection to fixed equipment types (sensors, inverters, industrial cameras, PLCs, etc.), and industrial signals are prone to interference. Lack of dedicated industrial interfaces and isolation protection leads to “connection failures” or “frequent malfunctions after connection.”
3rd Priority: Industrial-Grade Interface Configuration & Protection (Adaptability for Connecting Industrial Equipment)
The core function of industrial motherboards is to connect various industrial peripherals/equipment. Interface type, quantity, and industrial characteristics are direct criteria for customer selection—unsuitable interfaces render the motherboard unusable on-site.
- Core Focuses: ① Industrial interface types/quantities (RS232/485/422 serial ports (essential for connecting sensors/inverters/barcode scanners), Gigabit/10G Ethernet ports (with POE/port isolation for industrial cameras/switches), GPIO (general input/output for indicators/relays), CAN/LIN bus (essential for in-vehicle/industrial control), ISA/PCI/PCIe slots (for industrial acquisition cards/motion control cards)); ② Interface isolation protection (optical isolation/surge protection to prevent interface damage from on-site signal interference/surges, e.g., RS485/CAN isolation, Ethernet lightning protection).
- Customer Concerns: Industrial sites require connection to fixed equipment types (sensors, inverters, industrial cameras, PLCs, etc.), and industrial signals are prone to interference. Ordinary consumer-grade motherboards lack serial ports/CAN buses and interface isolation, leading to “connection failures” or “frequent malfunctions after connection.”
The lifecycle of industrial equipment is typically 3-8 years or more. Customers fear “motherboard discontinuation with no replacement,” especially for mass-produced equipment—supply continuity directly determines after-sales service and product upgrades.
- Core Focuses: Long-term supply cycle (mainstream requirement: ≥3-5 years; high-end industrial grade: ≥8 years); no arbitrary component changes (core components such as CPUs, chips, and capacitors remain unchanged to avoid re-certification/compatibility issues); official supply channels (to avoid used/refurbished boards and ensure quality control).
- Customer Concerns: Industrial equipment mass production requires continuous motherboard supply throughout its lifecycle. Discontinuation leads to “no replacement parts, forcing entire equipment scrapping,” significantly increasing costs.
4th Priority: Supply Cycle & Component Continuity (Lifecycle Guarantee for Industrial Products)
The lifecycle of industrial equipment is much longer than consumer products (3-8 years or more). Customers fear “motherboard discontinuation with no replacement,” especially for mass-produced equipment—supply continuity directly determines after-sales service and product upgrades.
- Core Focuses: Long-term supply cycle (mainstream requirement: ≥3-5 years; high-end industrial grade: ≥8 years); no arbitrary component changes (core components such as CPUs, chips, and capacitors remain unchanged to avoid re-certification/compatibility issues); official supply channels (to avoid used/refurbished boards and ensure quality control).
- Customer Concerns: Consumer-grade motherboards are discontinued in 1-2 years, but industrial equipment mass production requires continuous motherboard supply. Discontinuation leads to “no replacement parts, forcing entire equipment scrapping,” significantly increasing costs.
Motherboard stability ultimately depends on components. High-quality industrial-grade components and rigorous quality control form the foundation for “long-term stability.”
- Core Focuses: Component grade (industrial/automotive-grade components, e.g., industrial capacitors (solid tantalum capacitors), industrial chips, low-loss resistors); soldering process (wave soldering/reflow soldering, compliant with IPC-A-610 industrial standards to avoid cold solder joints); PCB process (thick-copper PCB (2oz or more), multi-layer boards to enhance anti-interference, heat dissipation, and durability).
- Customer Concerns: Industrial sites have extreme environmental changes. Inferior components easily lead to capacitor bulging, chip burnout, and cold solder joints. Industrial-grade components and strict quality control are fundamental to long-term motherboard operation.
5th Priority: Industrial-Grade Components & Hardware Quality Control (Underlying Guarantee for Stability)
Motherboard stability ultimately depends on components. Industrial-grade components outperform consumer-grade counterparts in quality control and durability, forming the foundation for “long-term stability.”
- Core Focuses: Component grade (industrial/automotive-grade components, rejecting consumer/commercial-grade ones—e.g., industrial capacitors (solid tantalum capacitors), industrial chips, low-loss resistors); soldering process (wave soldering/reflow soldering, compliant with IPC-A-610 industrial standards to avoid cold solder joints); PCB process (thick-copper PCB (2oz or more), multi-layer boards to enhance anti-interference, heat dissipation, and durability).
- Customer Concerns: Consumer-grade components are designed for “low cost and short cycles,” unable to withstand temperature/humidity/vibration changes on-site, leading to capacitor bulging, chip burnout, and cold solder joints. Industrial-grade components’ durability is fundamental to long-term motherboard operation.
Industrial motherboards must work with industrial-grade memory, storage, and CPUs. Poor compatibility causes startup failures and lag—customers require stable adaptation to industrial accessories without additional debugging.
- Core Focuses: CPU compatibility (low-power industrial CPUs, e.g., Intel Celeron/Core industrial editions, AMD Ryzen industrial editions, Rockchip/Allwinner embedded CPUs); memory compatibility (support for wide-temperature DDR4/DDR5 and ECC error-correcting memory, which automatically fixes data errors to improve stability); storage compatibility (support for industrial SATA/PCIe SSDs, mSATA/M.2 industrial storage); no hardware conflicts (e.g., no interference between PCIe slots and Ethernet ports).
- Customer Concerns: Industrial customers use industrial-grade accessories. Compatibility issues increase on-site debugging costs and may cause equipment failure. ECC memory and wide-temperature storage are “standard requirements” for industrial scenarios.
6th Priority: Hardware Compatibility & Industrial Accessory Adaptation (Avoid Compatibility Failures)
Industrial motherboards must work with industrial-grade memory, storage, and CPUs. Poor compatibility causes startup failures and lag—customers require stable adaptation to industrial accessories without additional debugging.
- Core Focuses: CPU compatibility (low-power industrial CPUs, e.g., Intel Celeron/Core industrial editions, AMD Ryzen industrial editions, Rockchip/Allwinner embedded CPUs; rejecting high-power consumer CPUs); memory compatibility (support for wide-temperature DDR4/DDR5 and ECC error-correcting memory, which automatically fixes data errors to improve stability); storage compatibility (support for industrial SATA/PCIe SSDs, mSATA/M.2 industrial storage); no hardware conflicts (e.g., no interference between PCIe slots and Ethernet ports).
- Customer Concerns: Industrial customers use industrial-grade accessories. Compatibility issues increase on-site debugging costs and may cause equipment failure. ECC memory and wide-temperature storage are “standard requirements” for industrial scenarios.
7th Priority: Expandability & Customization Capability (Adapt to Equipment Structure)
Industrial equipment varies in chassis space and usage needs. Customers require motherboard form factors, slots, and interfaces to fit their equipment structure, with some needing personalized customization.
- Core Focuses: ① Form factors (Mini-ITX, Micro-ATX, ATX, embedded single boards (COM-Express/ETX)—Mini-ITX/single boards for embedded devices); ② Expansion slot quantity (PCIe x1/x4/x8/x16, ISA slots (essential for legacy industrial equipment), M.2 slots (for NVMe/wireless/4G/5G)); ③ Customization capability (whether manufacturers can customize interfaces, form factors, or boot logos—e.g., adding CAN buses or reducing Ethernet ports for dedicated equipment).
- Customer Concerns: Industrial equipment often uses custom chassis (e.g., Mini-ITX for embedded industrial PCs, ATX for industrial servers, ISA slots for legacy production lines). Customization capability ensures the motherboard fits on-site needs without additional chassis modifications.
Industrial equipment must meet certification requirements for domestic/export markets. Motherboard certifications are the foundation for customers’ equipment to pass compliance checks—lack of certifications prevents market entry.
- Core Focuses: Basic certifications (CE/FCC (essential for export, EMC/RF compliance), RoHS (global environmental compliance), CCC (mandatory for domestic markets)); industry-specific certifications (UL (North American safety certification), E-MARK (essential for in-vehicle motherboards), GJB (military-grade motherboards), ISO 9001 (manufacturer quality control certification)).
- Customer Concerns: Countries and industries have mandatory compliance requirements (e.g., CCC for domestic sales, CE for European exports, E-MARK for in-vehicle equipment). Uncertified motherboards prevent customers’ equipment from passing system-level certifications, losing market access.
8th Priority: Industrial Certifications & Compliance (Market Access Threshold)
Industrial equipment must meet certification requirements for domestic/export markets. Motherboard certifications are the foundation for customers’ equipment to pass compliance checks—lack of certifications prevents market entry.
- Core Focuses: Basic certifications (CE/FCC (essential for export, EMC/RF compliance), RoHS (global environmental compliance), CCC (mandatory for domestic markets)); industry-specific certifications (UL (North American safety certification), E-MARK (essential for in-vehicle motherboards), GJB (military-grade motherboards), ISO 9001 (manufacturer quality control certification)).
- Customer Concerns: Countries and industries have mandatory compliance requirements (e.g., CCC for domestic sales, CE for European exports, E-MARK for in-vehicle equipment). Uncertified motherboards prevent customers’ equipment from passing system-level certifications, losing market access.
Most industrial scenarios require low-power basic performance. Only a few use cases (machine vision, edge computing, industrial simulation) need high performance. Stability comes first, and “adequate performance” is enough.
- Core Focuses: CPU performance (low-power preferred, e.g., Intel N/J series, AMD R series; high-performance industrial CPUs for machine vision/edge computing); memory capacity (8G/16G/32G mainstream, 64G/128G for high-end scenarios); Ethernet/storage bandwidth (10G Ethernet for machine vision, PCIe 4.0 for high-speed acquisition cards).
- Customer Concerns: Industrial customers select performance based on business needs. High-power CPUs generate excessive heat and increase failure points. Surplus computing power is meaningless and only raises costs.
9th Priority: Performance Parameters (Sufficient for Business Needs Only)
Industrial scenarios require far less computing power than consumer/gaming scenarios. Only a few use cases (machine vision, edge computing, industrial simulation) need high performance—most (production control, data collection, gateways) require low-power basic performance. Stability comes first, and “adequate performance” is enough.
- Core Focuses: CPU performance (low-power preferred, e.g., Intel N/J series, AMD R series; i5/i7 industrial editions or Ryzen 5/7 industrial editions for machine vision/edge computing); memory capacity (8G/16G/32G mainstream, 64G/128G for high-end scenarios); Ethernet/storage bandwidth (10G Ethernet for machine vision, PCIe 4.0 for high-speed acquisition cards).
- Customer Concerns: Industrial customers do not pursue “top-tier CPUs/large memory” like consumer users. Instead, they avoid high-power high-performance CPUs (which generate excessive heat, require fans, and increase failure points). They only choose “sufficient performance” based on business needs—surplus computing power is meaningless and increases costs.
For industrial equipment failures, customers need quick resolutions. Manufacturer after-sales service and technical support directly determine troubleshooting efficiency and minimize downtime losses. Warranty period is also a “manufacturer’s endorsement” of durability.
- Core Focuses: Warranty period (3-5 years for industrial motherboards, ≥5 years for high-end models); technical support capability (whether the manufacturer has an industrial hardware debugging team to resolve interface, compatibility, and driver issues); after-sales response speed (7×24 technical support, on-site/return repair timelines); firmware/driver updates (long-term updates to adapt to new industrial systems/accessories).
- Customer Concerns: Industrial on-site failures cannot be delayed. Fast manufacturer technical support shortens downtime losses. Long-term firmware/driver updates extend motherboard lifecycle by adapting to new industrial systems.
10th Priority: After-Sales & Technical Support (Failure Resolution Guarantee)
For industrial equipment failures, customers need quick resolutions. Manufacturer after-sales service and technical support directly determine troubleshooting efficiency and minimize downtime losses. Warranty period is also a “manufacturer’s endorsement” of durability.
- Core Focuses: Warranty period (3-5 years for industrial motherboards, ≥5 years for high-end models; 1 year for consumer-grade); technical support capability (whether the manufacturer has an industrial hardware debugging team to resolve interface, compatibility, and driver issues); after-sales response speed (7×24 technical support, on-site/return repair timelines); firmware/driver updates (long-term updates to adapt to new industrial systems/accessories).
- Customer Concerns: Industrial on-site failures cannot be delayed. Fast manufacturer technical support shortens downtime losses. Long-term firmware/driver updates extend motherboard lifecycle by adapting to new industrial systems.
11th Priority: Power Consumption & Cooling Details (Auxiliary Stability Enhancement)
Power consumption and cooling are auxiliary to stability. Low power consumption reduces heat generation, and paired with cooling design, further improves long-term operation capability—fanless design relies on low power consumption.
- Core Focuses: Motherboard power consumption (10-30W typical, ≤10W for embedded single boards); cooling design (heat sink material (aluminum alloy/copper), layout (covering CPU/chipset to fit chassis), passive cooling efficiency).
- Customer Concerns: Low power consumption means low heat generation, eliminating the need for fans and reducing failure points. Reasonable cooling design maintains stability in wide-temperature environments, avoiding throttling/downtime due to overheating.
Based on the general priority list, core needs vary by scenario, with some parameters gaining higher priority for targeted selection:
- In-Vehicle Industrial Motherboards: Power supply adaptability (wide voltage + reverse connection protection) → Vibration/shock resistance → E-MARK certification → Environmental adaptability (wide temperature) → CAN/LIN bus interfaces;
- Machine Vision/Edge Computing Motherboards: Performance parameters (CPU/GPU, 10G Ethernet, PCIe 4.0) → Interface configuration (POE Ethernet, PCIe slots) → Environmental adaptability;
- Embedded Industrial PC Motherboards: Form factor (Mini-ITX/single board) → Fanless design → Low power consumption → Environmental adaptability;
- Outdoor Cabinet Motherboards: Environmental adaptability (-40℃~85℃ + IP rating) → Power supply adaptability → EMC resistance;
- Legacy Industrial Production Line Motherboards: ISA slots → Serial port quantity → Supply continuity → Compatibility.
Priority Adjustments for Specific Industrial Scenarios
Based on the general priority list, core needs vary by scenario, with some parameters gaining higher priority for targeted selection:
- In-Vehicle Industrial Motherboards: Power supply adaptability (wide voltage + reverse connection protection) → Vibration/shock resistance → E-MARK certification → Environmental adaptability (wide temperature) → CAN/LIN bus interfaces;
- Machine Vision/Edge Computing Motherboards: Performance parameters (CPU/GPU, 10G Ethernet, PCIe 4.0) → Interface configuration (POE Ethernet, PCIe slots) → Environmental adaptability;
- Embedded Industrial PC Motherboards: Form factor (Mini-ITX/single board) → Fanless design → Low power consumption → Environmental adaptability;
- Outdoor Cabinet Motherboards: Environmental adaptability (-40℃~85℃ + IP rating) → Power supply adaptability → EMC resistance;
- Legacy Industrial Production Line Motherboards: ISA slots → Serial port quantity → Supply continuity → Compatibility.
- Using inferior components (lacking wide-temperature/vibration resistance) instead of industrial-grade ones;
- Short supply cycles (<2 years) and frequent component changes, leading to no replacement parts;
- Interfaces without isolation protection, prone to damage in industrial environments;
- No formal industrial certifications, preventing customers’ equipment from passing system-level compliance;
- High power consumption requiring fan cooling, leading to failures in dusty environments.
Key Red Flags for Industrial Motherboards (Customer Pet Peeves)
- Passing off consumer/commercial-grade motherboards as industrial-grade (lacking wide-temperature/vibration resistance);
- Short supply cycles (<2 years) and frequent component changes, leading to no replacement parts;
- Interfaces without isolation protection, prone to damage in industrial environments;
- No formal industrial certifications, preventing customers’ equipment from passing system-level compliance;
- High power consumption requiring fan cooling, leading to failures in dusty environments.























